PPHU POLIGRAF Wiesław Kasprowiak – the owner of PRINT-ME, one of the most recognizable brands of 3D printing filaments in Poland, in 2020 began work on the research and development project “ProtoPlastMaker 4.0. An innovative center for additive and machining plastics processing, responding to the needs of prototyping in industry 4.0”. ProtoPlastMaker 4.0 is a project implementing the assumptions of the competition announced under Priority Axis 1 – Economy and Innovation, Measure 1.1 Research and Innovation – I type of project – R&D projects of enterprises in the Lubuskie Voivodship.
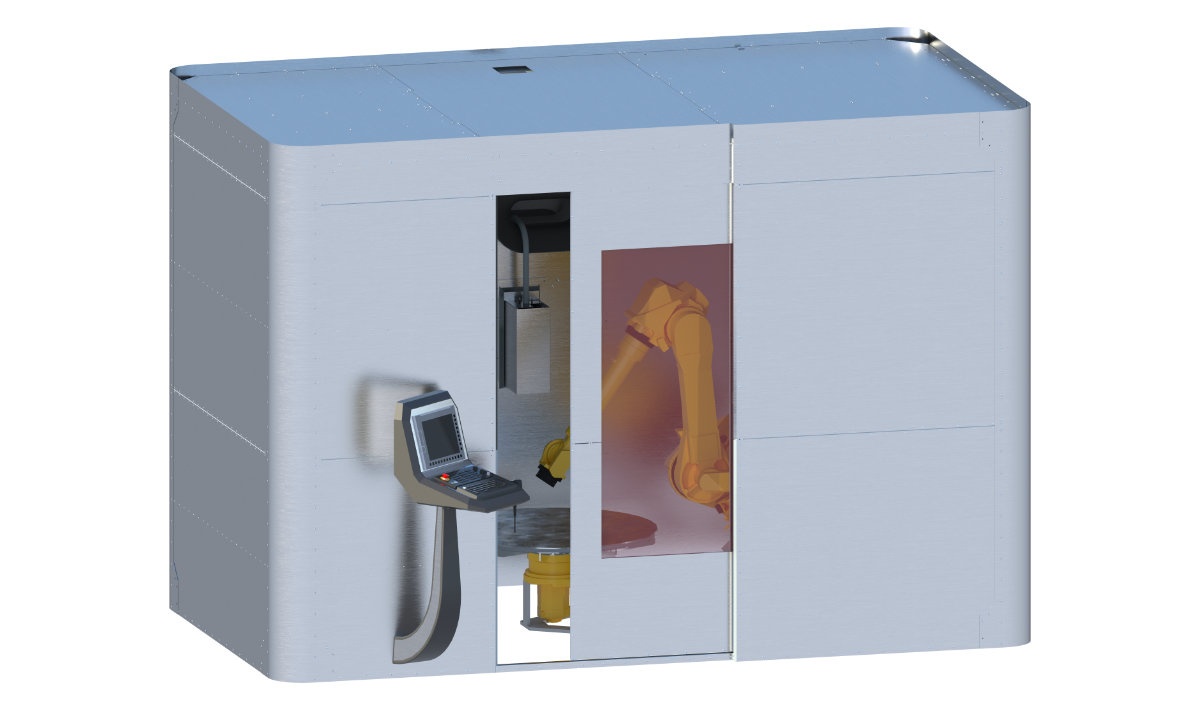
As part of the project co-financed from European Funds, a modern machine with a basic working space of 1 x 1 x 2 meters was created, allowing for 3D printing of elements directly from plastic granules and processing in 5 axes without the need to disassemble the printed element. The project was implemented in cooperation with the Faculty of Mechanical Engineering and Mechatronics of the West Pomeranian University of Technology in Szczecin.
The ProtoPlastMaker 4.0 additive and cutting center uses many innovative and advanced technological and construction solutions in line with the idea of Industry 4.0. Thanks to this, the machine enables the production of ready-made elements directly from plastic granulates. By using 3D printing technology and 5-axis machining, it is possible to replace several operations / technological steps usually carried out on separate machines: production of filament from granulate, 3D printing and machining / smoothing the surface of the printed detail. ProtoPlastMaker 4.0. implements the above technological steps in one fully automated production phase (in one process).
ProtoPlastMaker 4.0 is especially dedicated to professional companies producing large and large-size details made of plastics and composites, both for serial and unit production as well as in R&D departments. Incremental techniques, as one of the few, allow for the production of printouts with complex geometries, often very difficult or impossible to obtain using traditional subtractive methods. ProtoPlastMaker 4.0, thanks to the use of these two technologies, additive (printing extruder) and subtractive (milling spindle), combines the advantages of both technologies. This solution enables the quick and precise production of architectural details, structural elements or body parts.
A particularly interesting application is the production of small-series injection molds or molds for castings from epoxy resins, printed from specially selected granulates. The selected form is first printed using the extruder and then finished using a high-speed spindle. The use of 3D printing allows you to print an already pre-shaped form, without the need for material allowances. Then, with the use of a spindle, the form is roughed and finished, structural and technological openings are also made. ProtoPlastMaker 4.0 is one of the few solutions that allows printing with 100% infill.
Programs for 3D printing and processing are generated on the basis of proprietary software based on SolidWorks and SolidCam. By wirelessly sending a file to the machine, the user, after the process is completed, receives a printed detail with a perfectly smooth surface reaching even Ra = 0.72 𝜇𝑚. In addition, the software, apart from the standard options that we know from the basic “slicers”, allows you to prepare a printout in the form of the so-called stock – i.e. it takes into account allowances for machining, it is also possible to increase the density of the printed detail path in places where machining is planned (e.g. for assembly or technological openings).
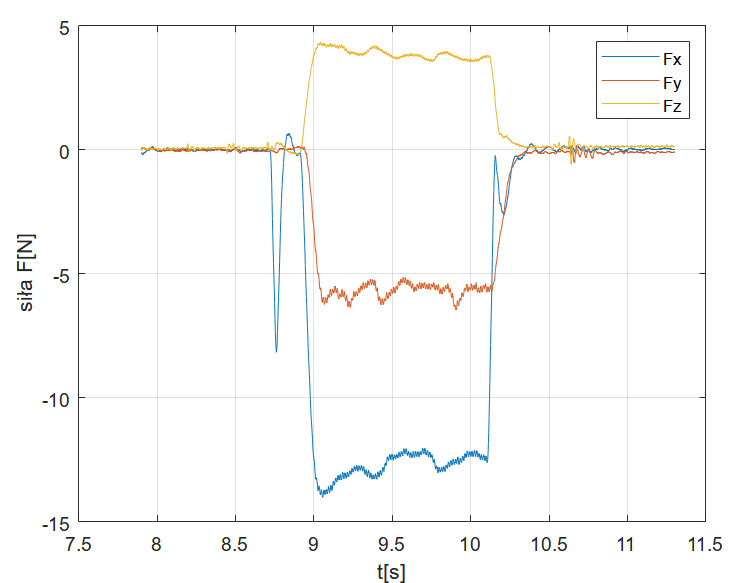
During the work on the project, many studies, tests and analyzes were also carried out. One of the most interesting tests that was carried out from a practical point of view is the measurement of forces resulting from machining in three directions, i.e. X, Y and Z of a 3D printed detail, which in practice translated into the way of attaching the detail to the substrate and affected the choice of kinematics implemented by the prototype. Scientists from the PRINT-ME team, together with the Faculty of Mechanical Engineering and Mechatronics of the ZUT, also conducted surface roughness analyzes immediately after 3D printing and machining, along with a very detailed analysis of technological parameters of machining in the context of the quality of the surface finish of the machined surface (roughness Ra).
First, the results of surface roughness measurements for various technological parameters of cutting, using various types of materials, will be discussed. The tests were carried out for three basic materials used in 3D printing, i.e. PLA, PET-G and ABS.
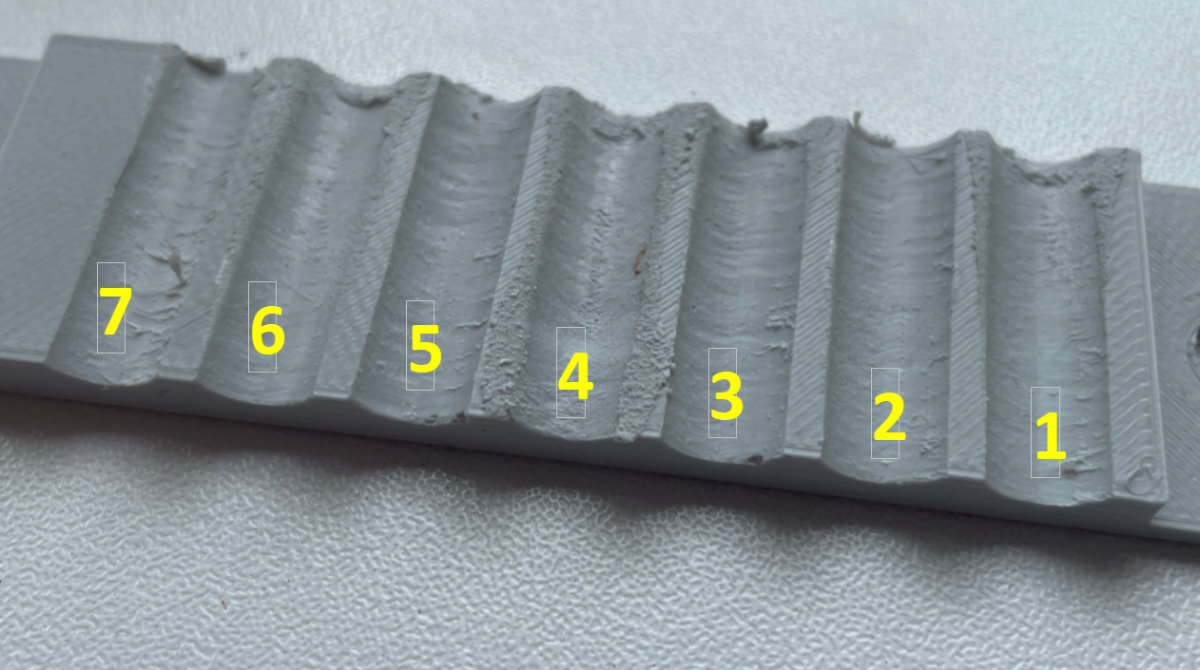
For obvious reasons, the detail roughness result, just after 3D printing, depends on many factors, such as layer height, printer class, speed, etc. Nevertheless, during the tests, every effort was made to ensure that the print quality turned out to be the best. Practically the highest printing resolution was used and the parameters were selected in such a way as to maintain the greatest geometric accuracy. Printouts were made on a Zortrax M300 printer. As a result of the measurements of the sample immediately after printing, a surface with a roughness of Ra=4.57 was obtained. The measurement result coincides practically with each of the materials, i.e. PLA, PET-G and ABS. In the next stage, cutting tests were made for various technological parameters of machining, which are presented in the following figures:
The table below contains seven variable technological parameters that were taken into account during the tests, where:
| Nr | ap [mm] | Vc [m/min] | N [rpm] | Fz [mm] | Fmin [mm/min] |
|---|---|---|---|---|---|
| 1 | 2 | 271 | 10800 | 0,08 | 1728 |
| 2 | 2 | 301 | 12000 | 0,08 | 1920 |
| 3 | 2 | 331 | 13200 | 0,08 | 2112 |
| 4 | 2 | 362 | 14400 | 0,08 | 2304 |
| 5 | 2 | 392 | 15600 | 0,08 | 2496 |
| 6 | 2 | 423 | 16800 | 0,08 | 2688 |
| 7 | 2 | 458 | 18240 | 0,08 | 2918 |
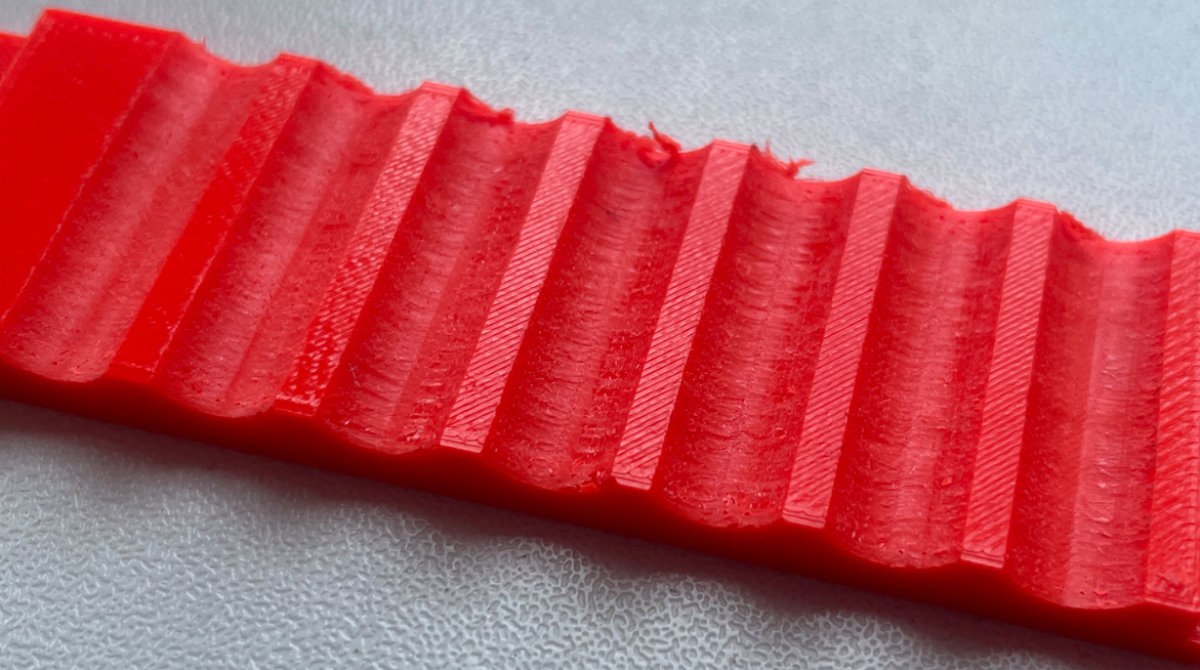
At first glance, an agglomeration of chips from the cutting of the PLA sample is visible, which is mainly due to the low glass transition temperature of this material and low thermal resistance. The best result that has been achieved for a given material is Ra = 3.7, which is not a satisfactory result and in the opinion of the authors, this material, despite being very popular, is not suitable for machining. In the case of PET-G, the machinability of this material is at a much better level than in the case of polylactide, but the thermal resistance of the polymer, which reaches about 70°C, is not able to guarantee a satisfactory surface quality.
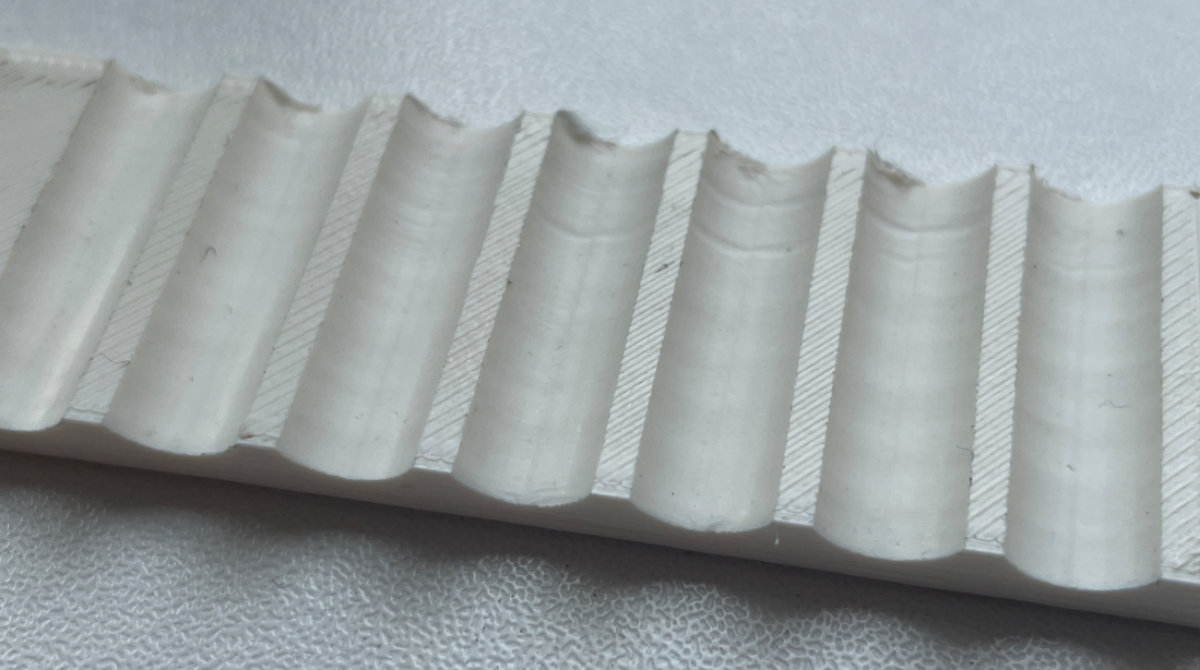
The results of tests on samples made of ABS are very promising. The thermal resistance of this material is in the order of 90 ° C, which, as it turned out, is sufficient to obtain a very good quality surface, moreover, the material shows very good machinability, giving the result Ra = 0.72 𝜇𝑚 – which can be compared to the surface of steel after the polishing process.
As already mentioned, one of the tests was also the measurement of cutting forces. Regardless of the material, very comparable results were obtained. The cutting force was not greater than 15 N in the direction where the cutting force component has the greatest value, i.e. in the feed direction. Interestingly, the size of the cutting force was not affected by the tool either. The force turned out to be comparable for a tool containing one or four blades. An interesting fact is that the fewer blades were used, the better the surface quality was obtained, which can be explained by the phenomena of thermodynamics occurring during cutting and the lower heating of the polymer.
To sum up, among the tested materials, ABS machining gives the best results, moreover, higher rotational speeds and feeds per tooth allow for obtaining a surface with less roughness (the lowest Ra = 0.72um). PET-G machining did not show such correlation with cutting parameters and PLA machining is not recommended due to the low glass transition temperature.
The article is financed under the project number RPLB.01.01.00-08-0020/19 – Priority Axis 1 – Economy and Innovation, Measure 1.1 Research and Innovation – I type of project – R&D projects of enterprises in the Lubuskie Voivodeship.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}