3D printing is a fairly capacious manufacturing method, containing many very different techniques, the only common denominator of which is the layer-by-layer application of the building material and its selective bonding. Besides – everything is different. In the area of plastics, we can distinguish three main technologies (FDM, SLS, MJF), in light-curing resins also three (SLA, DLP & UV LCD, PolyJet), and in metals at least five – and this is also quite a conventional classification (SLM , EBM, Binder Jetting, surfacing, FDM). To complicate matters even more, in the case of plastics and photopolymer resins we are dealing with a division into amateur, desktop and industrial class devices, which in each case is associated with specific possibilities or limitations.
In this article, we will try to bring closer the issue of this often quite non-obvious division into classes of devices, trying to explain when it is worth using cheap (or “relatively cheap”) 3D printers, and when it is necessary to enter the highest possible level and use an industrial-class machine? We will also determine what makes the 3D printer industrial or professional, and when we are dealing only with a marketing slogan? We will focus on plastics.
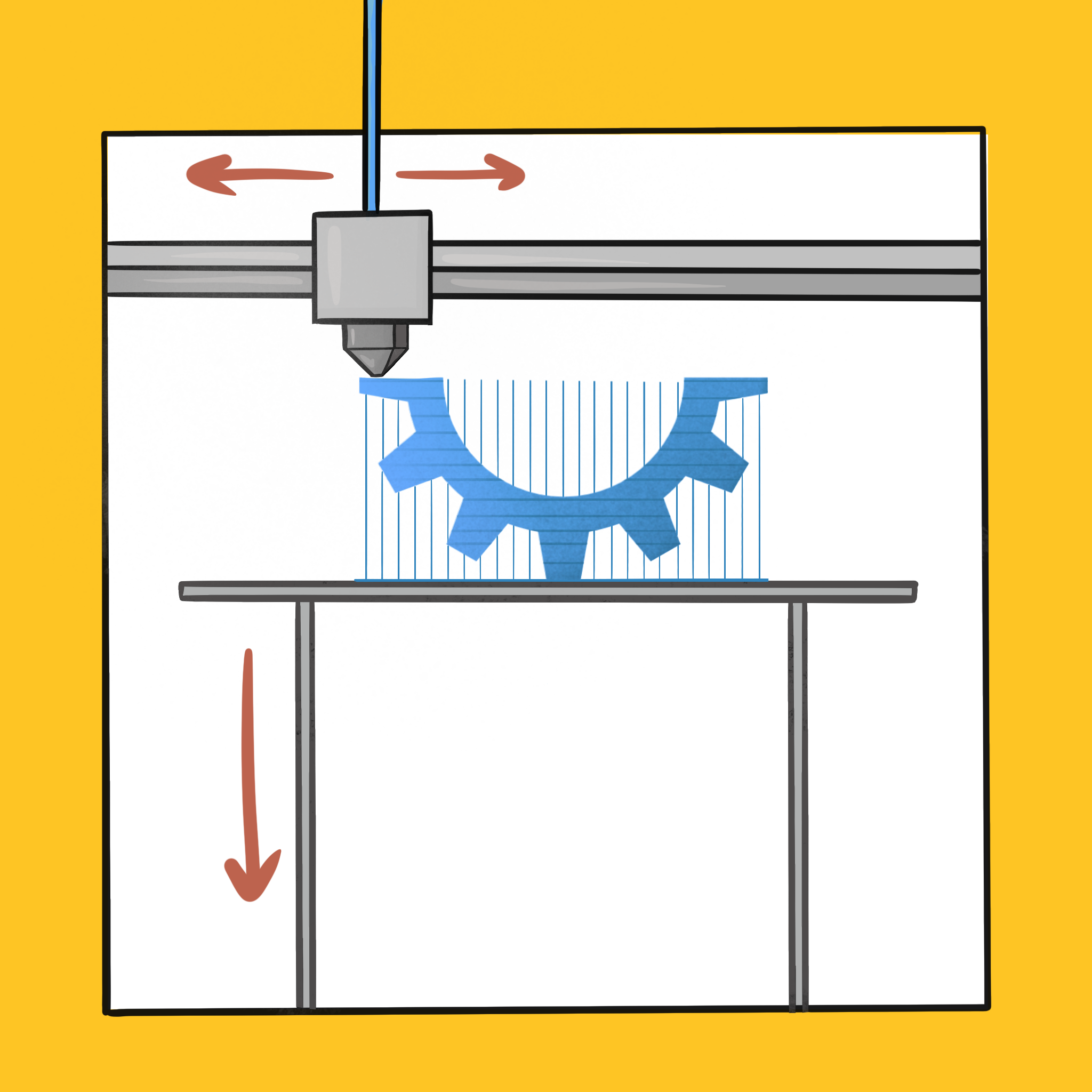
The most popular additive technique is FDM / FFF, i.e. 3D printing made of plastic in the form of awire – the so-called filament. The material is delivered to the print head by means of a module called an extruder, which basically consists of a rack moved by a motor and a bearing. The filament is introduced between the rack and the bearing and the rack introduces it to the print head, where it is heated to a semi-liquid state, which in turn allows it to be distributed on the 3D printer’s worktable. When the head imposes (draws) the shape of the first layer on the table, the head either rises or the table lowers a given height and another layer of material is applied, which adheres to the previous one. The process is repeated until the entire 3D model is made.
In the FDM / FFF technology, we can use a very wide range of plastic types – at the moment there are several dozen of them, but this number is very conventional, because many materials of one type are specially modified by manufacturers changing their original properties and creating a de facto new position. The biggest problem with 3D printing of plastics is the shrinkage problem.
The shrinkage is caused by the temperature differences between the first layers of the model and the middle layers of the model, and the upper – just printed layers of the model.
As a result, the 3D print will either deform at the edges or break at the side walls.
The rule is:
Plastics that are “easy” to 3D print are PLA, PETG or ASA – shrinkage is either minimal (PLA, PETG) or relatively easy to handle (ASA). Difficult plastics, exposed to greater shrinkage, include ABS, HIPS, PP (polypropylene), TPU or PCABS. The most difficult materials, where it is necessary to use high-class industrial machines, include PC (polycarbonate), PA6 or PA12 (polyamide / nylon), PEEK or Ultem. The latter materials also belong to the group of high-temperature materials, i.e. their processing is possible at temperatures above 260°C, i.e. above the factory limit of the vast majority of amateur or desktop-class 3D printers.
Thus, in the FDM / FFF technology, we can make the following material division:
PLA
PETG
ASA
ABS (but no special expectations)
PLA
PETG
ASA
ABS
HIPS
PP
TPU
PCABS
PA12 (but no special expectations)
PLA
PETG
ASA
ABS
HIPS
PP
TPU
PCABS
PA6 / PA12
PC
PEEK
Ultem
Of course, there will be some amateur 3D printer users who will state and prove beyond doubt that they are able to successfully print on cheap Enderach 3 made of ABS, TPU and even polyamide, but to achieve this, a number of modifications and improvements to the original ones are necessary. construction. On the default “boxed” versions this will be extremely difficult or impossible.
An industrial 3D printer must have the following functionalities:
The biggest advantage of the FDM / FFF technology is the low price of 3D printers and consumables. This is the most affordable additive method. Its biggest disadvantage is the poorest surface quality among all the others and significant limitations in the area of geometry. If a single-head 3D printer is used, the support structures should be removed manually – sometimes it may turn out to be impossible (because the supports are inside the model or their removal may damage the 3D model). 3D printers with two heads allow for 3D printing of a water-soluble support material (PVA, HIPS or others). Unfortunately, they are very expensive (about 5 times more than standard plastics) and dissolving them is not as easy as it may seem. In fact, soluble supports only make sense for industrial grade machines.
Users looking for high-quality plastic prints with virtually any geometry should focus on powder technologies such as SLS or MJF.
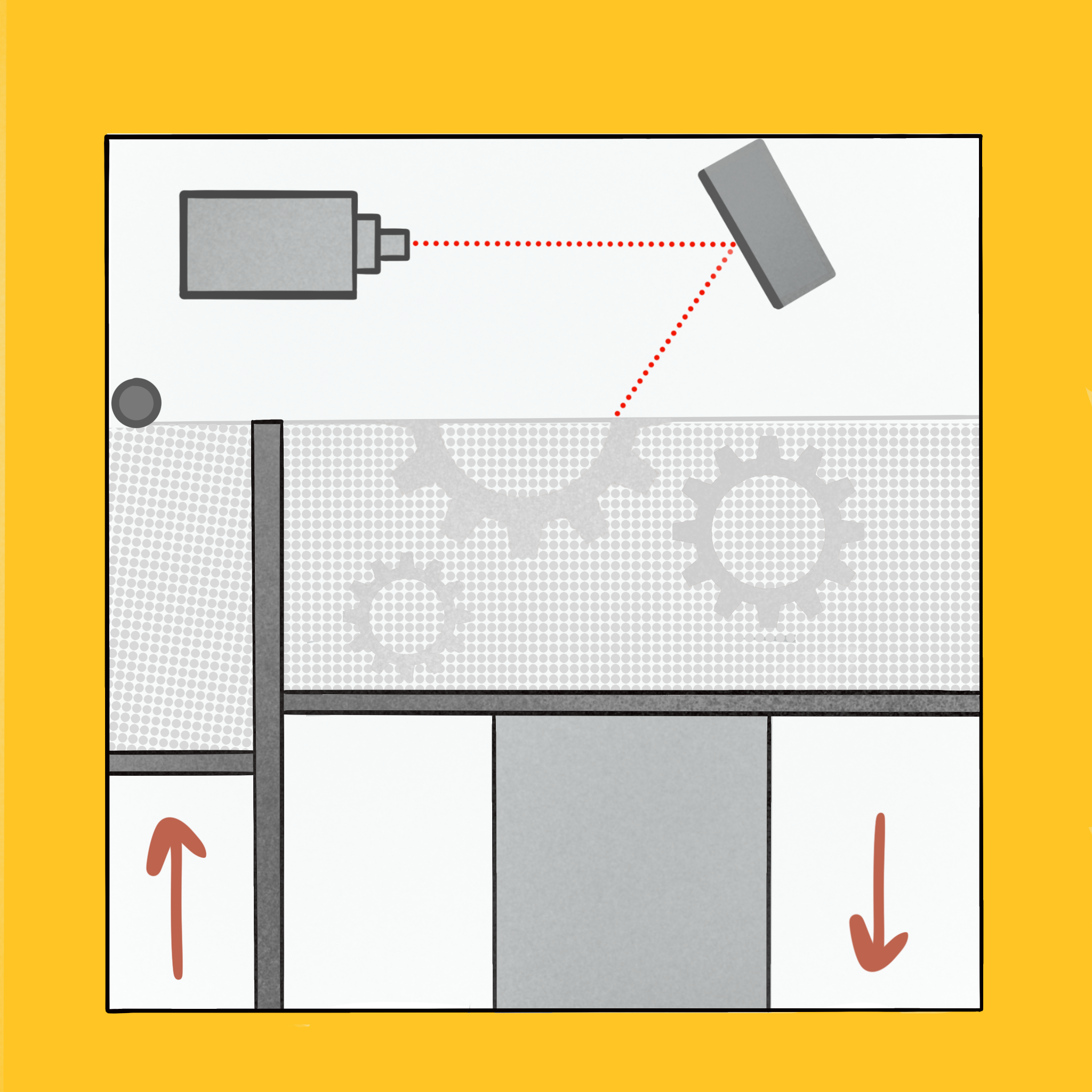
SLS is a powder technology, which means that, unlike other additive methods, you do not need to use support structures (the supports are simply unbaked powder, which is removed from the printout), and the models can be freely oriented and stacked (the user is not limited by the surface of the table working XY, but can make maximum use of the Z axis). This gives the technique high efficiency (it is possible to produce many times more parts at once) and the freedom to organize production.
At the same time, 3D prints made in SLS technology offer excellent surface quality and allow the production of any geometry (in fact, the only limitation is very thin walls, e.g. 0.5 mm).
Materials are the limitation of this method. In fact, we only have three:
The PA12 material is very durable and has high elasticity (but not flexible!), Which makes it more resistant to breakage and impacts. 3D prints can be colored in any color with sprays or by dipping. Thanks to high production capacity, many global production concerns use SLS 3D printing to produce final parts used in many everyday products – from housings or structural elements to specialized equipment, e.g. cars, airplanes or rolling stock.
3D prints have surface quality and geometric capabilities that are not achievable with most FDM / FFF 3D printers. Unfortunately, they have two significant drawbacks:
When it comes to prices, machines, materials (it is worth ordering large quantities to make it profitable) and operation (they consume a lot of electricity and require power supply) are expensive. In addition, machines of this type should be provided with appropriate working conditions – an adapted industrial hall, appropriate temperature and humidity, and a lot of additional equipment. For many companies, investing in SLS or MJF may turn out to be unprofitable or even impossible.
To take advantage of the advantages and disadvantages of SLS technology (and other expensive industrial 3D printing methods), it is worth considering using the services of companies that have industrial 3D printers and print to order. Usually their machine parks are optimized for the continuous production of parts, so the costs are low and the prices of the services very attractive. An interesting solution may also be the purchase of a cheap desktop 3D printer of the FDM / FFF type and printing with it the first, raw versions of products, to later make them on an industrial 3D printer in excellent quality – e.g. in SLS technology.
To order 3D printing services:
{kind=link}
{kind=link}