As far as low-budget 3D printers printing in FDM technology are considered, the most popular materials from ages have been ABS and PLA. At first glance they look the same but they differ what is important when you want to choose a proper way of print. It’s common knowledge that ABS needs a heated bed and higher temperature of a nozzle – about 240ºC, when by PLA a bed can be totally cold or it doesn’t need a heater and you can print with it in temperatures below 200ºC. Nonetheless, there are much more differences and they’ re above all connected with it what we can achieve with our models from both of the materials after printing. Below I’m presenting a short guide about how to distinguish ABS from PLA and about their features.
Let’s start with complicated scientific deffinitions…
ABS – Acrylonitrile Butadiene Styrene – it’s a material obtained in polymerization of butadiene an copolymerization of acrylonitrile with styrene together with simultaneous matching of obtained polymere on polibutadiene. The most important information for an ordinary user is the fact that ABS is made on basis of petroleum what determines its chemical and physical features and is connected with producting of noxious vapour during process of melting. It’s used in industry to procude housings of electronic devices, electronic apparatus, household appliances, parts of cars, sport equipment or elements of furniture. Popular building blocks LEGO are also made from ABS.
PLA –Polylactic Acid – it’s a polymer belonging to group of aliphatic polyesters. It’s obtained from natural resurces like f.e.: like a corn starch, thank’s to it is biodegradable. It’s not so common in industry because of its physical features. It’s mainly used for biomedical purposes, f.e. for production of dentistic implants and surgical sutures, disposable packings and dishes. At present is the most popular in industry of low-budget 3D printing.
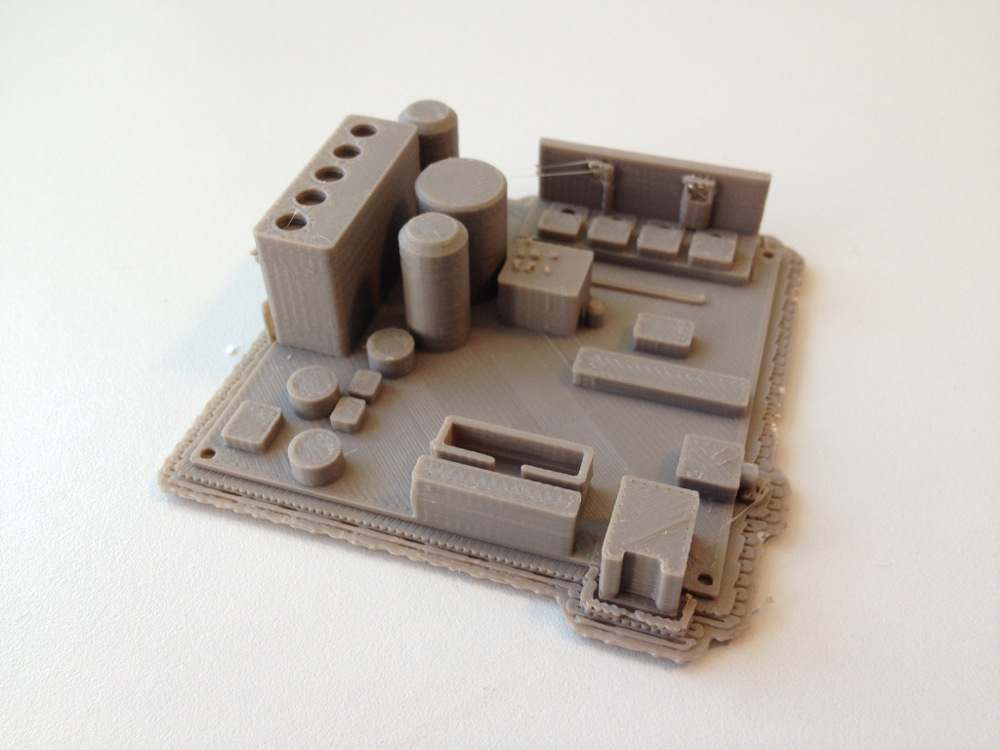
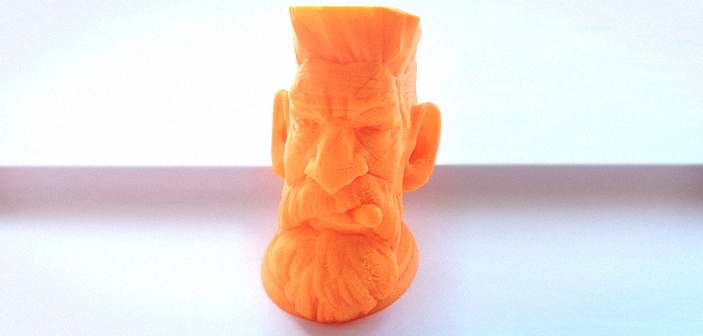
ABS is matt and PLA is much smoother and has a shiny surface. It’s visible with the naked eye. Moreover, ABS has less intensive colours, colours in PLA are more saturated (colorFabbu palette).
ABS requires higher temperature of melting, oscillating between 230ºC – 270ºC (240ºC is taken for standard). What is more, because of its shrinkage during the process it requires a heated bed, closed and heated chamber is also recommended (but without using of the last 2 conditions, your printouts have also quite good quality – everything depends on their size and geometry). During 3D printing from ABS you can smell a melting plastic what is connected with emission of noxious vapour. Although the vapors themselves are not harmful – longer exposure to vapors can affect the health of the user (an increased risk of developing respiratory diseases). Therefore, in the case of ABS, it is strongly recommended to work in dedicated ventilated areas
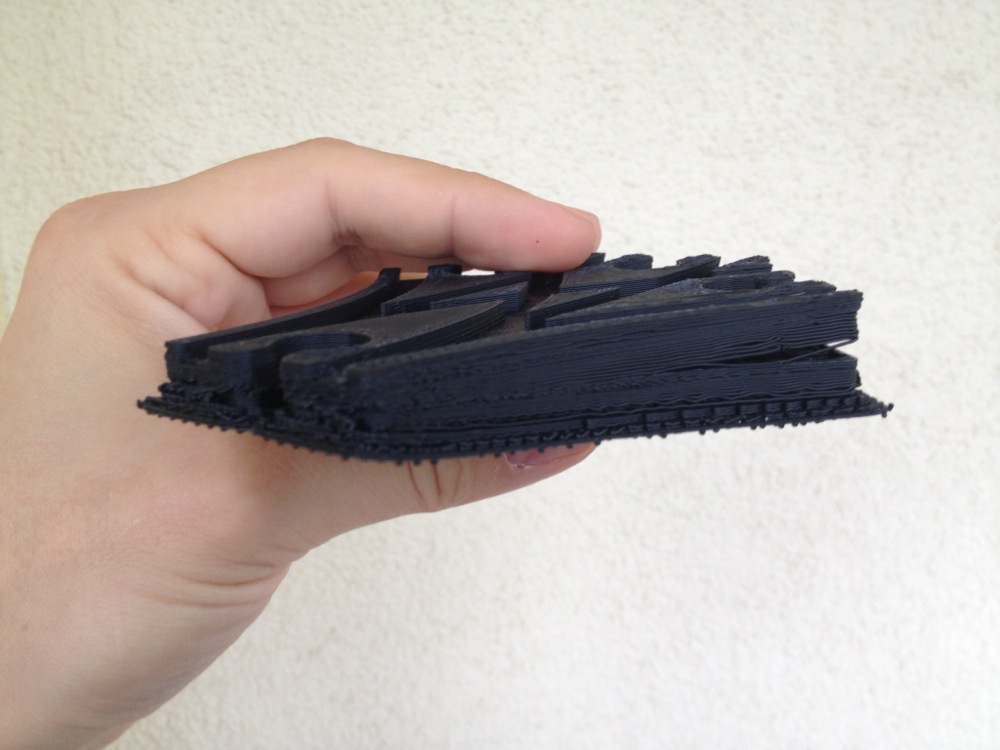
PLA is used in lower temperatures than ABS, 190ºC – 220ºC (a standard temperature is 200ºC). It dosen;t shrink during the printing, but there’re some cases when material rolles up on edges (it’s related to material and conditions in the room where your 3D printer works – a draught or a difference in temperatue – and a specific geometry of a model). The smell is pleasanter – some filaments, f.e.: from colorFabb, smell nice. wręcz ładnie pachną. Although PLA is produced on basis of corn starch, it doesn’t mean filaments don’t emit harmful structures – but there are just less harmful structures than in case of ABS. It’s still advisable to print a filament in a dedicated, ventilated room.
Generally speaking is much easier to print from PLA than from ABS which is more shrinkable. PLA doesn’t require a heated bed – when you wan to increase an adhesion of a bed you can spread some glue on it or use a BuildTak. When you have a heated bed, you can heat it to about 70ºC and print the first layer and than switch off the heating (the temperature will be sinking for several minutes). In case of ABS a bed have to be heated to 100ºC, or when you use BuildTaka to 70ºC or a perforated bed (printers 3D Up! i Zortrax set up a lower temperature by default).
Since both materials require a completely different temperature during 3D printing, changing of the filament from one to another may sometimes be problematic. If you print from PLA and you are going to change it for ABS, won’t serious problems with it. After the change of material you have to change the temperature to 230°C and extrude the end of PLA, which after a short time will be replaced with ABS. The other way round is not that simple. Due to the fact that ABS melts at a higher temperature whenyou reduce it to 200°C for PLA, ABS fragments will stay in print head and won’t melt and as a result they will block a nozzle. Therefore, after changing of a filament, you should extrude PLA quite long at a higher temperature (230°C) and then start a simple print test at a higher temperature (220ºC). Then the test is correct, you can print in a temprature which is proper for your material.
Instead of bigger problems during printing, ABS is a better material to treat. It has a better flexibility (but what’s interesting – it’s not flexible!) – when you bend it, you can notice a characteristic white imprint (micro cracks on the surface) and PLA just cracks. ABS is perfect to polish and you can drill holes in it. In case of PLA it’s really difficult. You can also remove supports easier from ABS because they peel easier and it’s simplier to hide possible flaws of your model.
In case of PLN – when the geometry of the model requires generating of a huge number of supports which will be placed in places which are generally difficult to reach it’s sometimes better not to print than waste your time for removing them fruitlessly. It concerns mainly the objects cut with free slicers, f.e.: Cura, Slic3r or KISSlicer which don’t always cope with generatiny of good (easy to remove) supports.
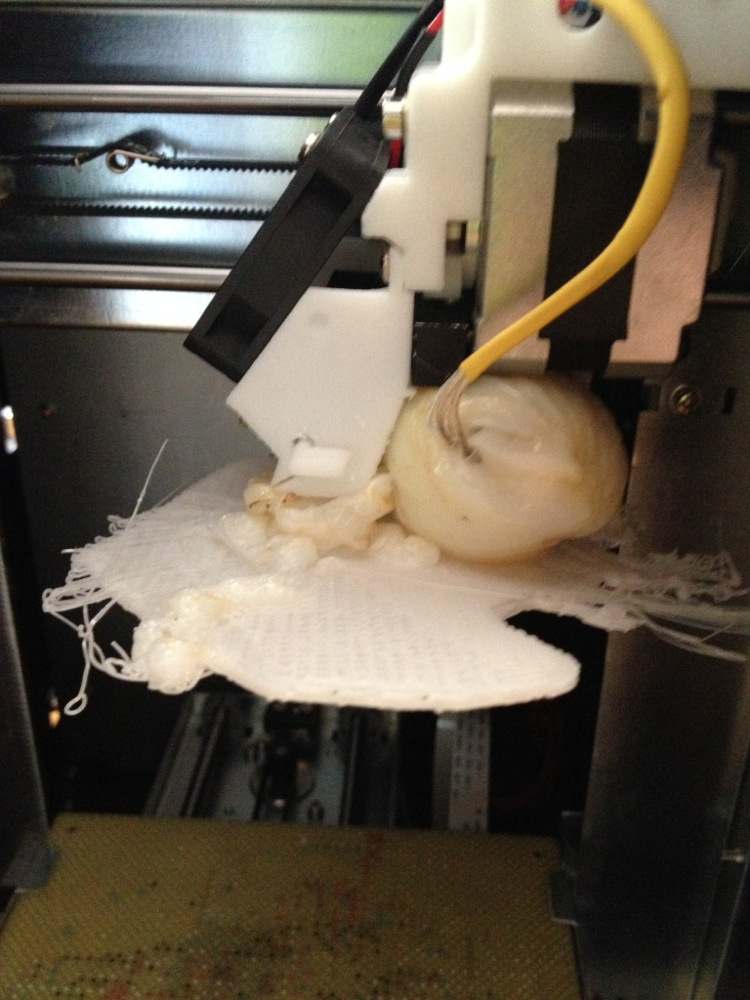
Both ABS and PLA should be storaged in arid places away from moisture. In case of ABS it’s possible that on the scroll of its filaments may appear bubbles of air which can cause a blocking of a nozzle A printout from a damp ABS has a poorer resistance and quality. In the case of moisture, ABS should be dried using a hot air.
It looks much worse in case of PLN – even if you dry a material, PLA can loose its treats during printing because while is heated it can still react with water. The risk of blocking of a nozzle is higher than in case of ABS.
Picture: [1]
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}